
Drukarkę 3D mam już od jakiegoś czasu, w końcu przyszła więc pora, żeby się nią trochę pobawić. W tym tygodniu zrobiłem swoje pierwsze wydruki. Drukarka chodziła codziennie drukując części od felg do robota. Pierwsze wrażenia z jej używania zebrałem w niniejszym poście.
Instalacja
Instalacja drukarki Micro 3D okazała się bardzo prosta. Wystarczyło ściągnąć program ze strony producenta – link. Pod linkiem znajduje się również 10-stronowy manual zawierający podstawowe informacje potrzebne do użytkowania drukarki. Po instalacji softu podłączyłem drukarkę do zasilania i do komputera przez port USB i już mogłem jej używać.
Na początek wykonałem kalibrację głowicy. W tym celu musiałem jedynie kliknąć odpowiedni przycisk w opcjach. Uruchomiło to około 5-minutową sekwencję ruchów na drukarce. Najpierw głowica dojechała do rogu przestrzeni roboczej, następnie na środek i obniżyła się tak, żeby prawie dotykać podłoża. Jak się później okazało nie jest to jedyna kalibracja potrzebna, aby drukować dokładnie. Potrzebne jest jeszcze wykonanie procedury backlash calibration, o czym piszę w dalszej części artykułu.
Konfiguracja używanego filamentu również nie sprawia większych trudności. W odpowiednim menu wpisujemy trzycyfrowy kod, którym powinien być oznaczony filament. Ja na swojej szpuli nie znalazłem żadnego oznaczenia, więc po prostu wpisałem nazwę materiału – PLA. Program bez problemu to załapał, dzięki czemu sam dobiera odpowiednią temperaturę dyszy podczas drukowania. Istnieje również procedura wymiany filamentu. M3D rozgrzewa dyszę i wypuszcza przez nią filament, który ma aktualnie załadowany. W tym samym czasie można od góry wyjąć dochodzący filament i zamienić na nowy. Następnie drukarka wypuszcza przez dyszę nowy filament.
Dokładność wydruku i sposób wypełnienia
Drukowanie elementów również nie przysparza żadnych problemów. Wybieramy model elementu, wciskamy przycisk Print, wybieramy opcje drukowania i to wszystko. Opcji drukowania nie jest dużo, więc łatwo się od razu połapać we wszystkim, szczególnie jeżeli użyjemy google, aby dowiedzieć się co oznaczają poszczególne punkty. Z drugiej strony opcji jest wystarczająco dużo, by za ich pomocą ustawić potrzebne parametry wydruku.
Najważniejszymi ustawieniami są dokładność wydruku i sposób wypełnienia fragmentów wewnętrznych. Ustawienia te wpływają na czas wydruku i jakość uzyskanego elementu. Dokładność wydruku możemy ustawić w zakresie 350-50 mikronów. Jeżeli chodzi o sposób wypełnienia to możemy wybrać opcje od samych ścian bez wypełnienia, aż do dużej gęstości wypełnienia.
O co chodzi z tą gęstością? Model 3D określa krawędzie drukowanej bryły, ale nie mówi nic o tym co jest w środku. Możemy ten środek zostawić pusty. Wtedy wydruk jest szybki, ale wynikowy element jest podatny na uszkodzenia, poza tym może się łatwo zniekształcić jeszcze podczas wydruku. Aby zredukować ten efekt, możemy wypełnić wnętrze elementu filamentem. Zwiększy to wytrzymałość konstrukcji kosztem wydłużenia czasu wydruku i zużycia większej ilości filamentu. Ja używam opcji Medium density dającej moim zdaniem dobry balans pomiędzy wytrzymałością elementu, a czasem wydruku.
Inne opcje – skirt, raft, wave bonding
Poza dokładnością wydruku i gęstością wypełnienia istnieją jeszcze trzy ważne opcje:
- skirt
- raft
- wave bonding
Skirt to otoczka wokół drukowanej części drukowana przed właściwą częścią. Pozwala ona na zaobserwowanie błędów wydruku jeszcze przed rozpoczęciem drukowania właściwej części. Poza tym chroni przed błędnym wydrukiem spowodowanym początkowymi problemami z przepływem filamentu, temperaturą głowicy itp. Skirt został przedstawiony na poniższym rysunku – jest to ta otoczka dookoła modelu żaby.

Raft to podstawka drukowana przed właściwą częścią. Służy ona zwiększeniu przyczepności podłoża przed wydrukiem właściwej części. Dzięki niej drukowana część jest stabilniejsza. Po zakończeniu wydruku właściwa część jest odrywana od raftu. I tutaj pojawia się problem. Ja miałem dosyć duży problem po pierwsze, żeby część wydrukowaną z raftem odkleić od podłoża, a po drugie, żeby odkleić raft od właściwej części. Podczas walki z raftami połamałem nożyk i poharatałem sobie palce. Ostatecznie wyłączyłem tą opcję i wydruki bez niej wychodzą ok. Podobno raft stosuje się głównie przy wydrukach z ABS, gdzie przytwierdzenie pierwszej warstwy wydruku do podłoża może być problemem. Raft został przedstawiony na poniższym rysunku.

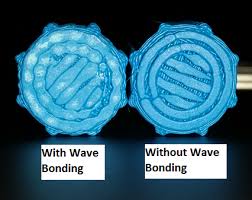
Wave bonding to inna technika pozwalająca polepszyć przyczepność pierwszej warstwy wydruku. Polega ona na drukowaniu pierwszej warstwy przy użyciu dużej ilości większych punktów z filamentu mających zwiększyć przyczepność. Trudno to dokładniej opisać słowami, rysunek powinien wszystko wyjaśnić:
Wydrukowane części
Jak wspomniałem wcześniej, moimi pierwszymi wydrukami były części do felg robota. Z tych felg, które mam aktualnie nie jestem do końca zadowolony, ponieważ popełniłem błąd przy projekcie i zębatki się nie nachodziły. Aby pokonać ten problem musiałem szlifować wydrukowane elementy, przez co są nierówne i poszczególne sztuki nie są powtarzalne. Opisałem to w poście – link. Zrobiłem więc zmiany w projekcie i chciałem zobaczyć jak z tymi częściami poradzi sobie moja drukarka. Oto efekty:

Części były drukowane z różnymi ustawieniami. Na pierwszym większym elemencie od lewej widać resztki raftu, którego nie udało mi się zdrapać. Poza tym rzuca się w oczy problem z otworami. Nie są one idealnymi okręgami i każdy element ma inny kształt. Aby wyeliminować ten efekt muszę wykonać wspomnianą wcześniej procedurę backlash calibration. Chodzi o kompensację luzów na osiach XY, która objawia się właśnie problemami z rysowaniem okręgów. Innym efektem jest problem z drukowaniem cylindrycznych kształtów. Kolejne warstwy rozjeżdżają się, bo okręgi nie są koncentryczne. Widać to dokładniej na zbliżeniu jednego z wydrukowanych elementów:

Szczególnie na lewej krawędzi widać niedokładność wydruku.
Sterownik Micro 3D umożliwia wydruk elementu do testu backlash. Jest to cylinder, na którym mierzy się odpowiednie punkty definiujące charakterystykę rozjeżdżania się okręgów. Następnie te wartości są wprowadzane do ustawień drukarki, żeby soft mógł dokonać kompensacji. Niestety u mnie nie jest możliwe wydrukowanie tego elementu – drukarka zgłasza błąd modelu. Do kalibracji muszę więc wykorzystać jedną z innych metod opisanych w internecie. Będę jeszcze z tym walczyć.
Podsumowanie
Udało mi się uruchomić drukarkę i korzystanie z niej okazało się bardzo proste. W artykule opisałem podstawowe ustawienia wydruku, które zdążyłem przetestować. Pierwsze wydrukowane części nie są idealne, największe problemy mam z drukowaniem okręgów. Ten problem uniemożliwia tworzenie powtarzalnych elementów, więc kalibracją backlash zajmę się w najbliższym czasie.
20 maja 2017 at 18:24
jakbyś chciał na szybko wydrukować coś bez dużego kombinowania polecam https://www.thingiverse.com/ . Bardzo duża baza modeli, które możesz sam edytować 😉
21 maja 2017 at 11:45
Dzięki. Właśnie z tej stronki brałem modele do kalibracji backlasha, ale na razie mi nie wychodzi. Chyba faktycznie wybiorę sobie stamtąd jakiś fajny model do wydrukowania, bo ile można robić cylindryczne nakładki 😀